-
![[image]](https://www.balancer.ru/cache/sites/i/m/images.knifecenter.com/knifecenter/gerber/images/128x128-crop/GB0183b.jpg)
Холодное оружие
Перенос из темы «Стрельба на острове Утойя»Теги:
 Meskiukas
Meskiukas

Meskiukas>> Разъять заточку как труп и проверить алгеброй практически не возможно.
au> Это обычная ситуация когда человек не понимает что делает. Знает как, научился, но не понимает почему так. Это легко поправимо.
Э-э-э нет! Потому-то музыки рассчитаной не слышно. Да и художники никуда не исчезли! А понимать тут сложно, но можно. Учитывать размер зёрен абразива. Подачу эмульсии, тип эмульсии. Сам материал клинка тоже преподносит кучу проблем! Это только кажется, что легко поправимо.
Потому-то музыки рассчитаной не слышно. Да и художники никуда не исчезли! А понимать тут сложно, но можно. Учитывать размер зёрен абразива. Подачу эмульсии, тип эмульсии. Сам материал клинка тоже преподносит кучу проблем! Это только кажется, что легко поправимо.
>> Делать сам клинок надо расчитывать от размера руки однозначно.
au> Как?
Да начать с обмера кулака своего.")
au> Это обычная ситуация когда человек не понимает что делает. Знает как, научился, но не понимает почему так. Это легко поправимо.
Э-э-э нет!
Потому-то музыки рассчитаной не слышно. Да и художники никуда не исчезли! А понимать тут сложно, но можно. Учитывать размер зёрен абразива. Подачу эмульсии, тип эмульсии. Сам материал клинка тоже преподносит кучу проблем! Это только кажется, что легко поправимо.>> Делать сам клинок надо расчитывать от размера руки однозначно.
au> Как?
Да начать с обмера кулака своего.
Прикреплённые файлы:



 инфо
инфо инструменты
инструменты iodaruk
iodaruk
au>> Более-менее понятно. А почему именно так?
iodaruk> Тесаки-мачете-оружие рубящее-поэтому там дальше-чтоб рубило лучше.
Вспомнил доступную(надеюсь) аналогию.
Чистить картошку-нужен максимально лёгкий тонкий ножик-куча мелкой мотрики(если не до кубика чистить)
Резать её-же-побольше
Шинковать полведра овощей на поджарку в ресторане-нож бабочка наше всё-хотя по моему топором махать проще чем им.
iodaruk> Тесаки-мачете-оружие рубящее-поэтому там дальше-чтоб рубило лучше.
Вспомнил доступную(надеюсь) аналогию.
Чистить картошку-нужен максимально лёгкий тонкий ножик-куча мелкой мотрики(если не до кубика чистить)
Резать её-же-побольше
Шинковать полведра овощей на поджарку в ресторане-нож бабочка наше всё-хотя по моему топором махать проще чем им.


 au
au
Meskiukas> Это только кажется, что легко поправимо.
Легко. Берётся десяток "отличных" образцов, заточенных мастером, маркируются для учёта. Берётся десяток образцов, заточенных другими способами, тоже маркируются. Дальще электронный микроскоп, все образцы рассматриваются не зная какой из них отличный, потом бидон кофе и неделя анализа данных — и вуаля, критерий "отличности" установлен объективно, с числами и формами всех особенностей. Дальше это реализуется повторяемыми методами без мастеров и лирики.
Легко. Берётся десяток "отличных" образцов, заточенных мастером, маркируются для учёта. Берётся десяток образцов, заточенных другими способами, тоже маркируются. Дальще электронный микроскоп, все образцы рассматриваются не зная какой из них отличный, потом бидон кофе и неделя анализа данных — и вуаля, критерий "отличности" установлен объективно, с числами и формами всех особенностей. Дальше это реализуется повторяемыми методами без мастеров и лирики.
au> Легко.
Nein! Falsch! Увы! У каждого будут СВОИ показатели. Даже один и тот же нож вытачивается по разному. После разной работы, времени года, тут даже фазы Луны надо учитывать ведя рассчёты. В общем кучу факторов. Затачивеется более менее похоже. Ну и новая фаза мучений это подтачивание.
Nein! Falsch! Увы! У каждого будут СВОИ показатели. Даже один и тот же нож вытачивается по разному. После разной работы, времени года, тут даже фазы Луны надо учитывать ведя рассчёты. В общем кучу факторов. Затачивеется более менее похоже. Ну и новая фаза мучений это подтачивание.
Это сообщение редактировалось 01.11.2011 в 21:28
au>> Легко.
Meskiukas> Nein! Falsch! Увы! У каждого будут СВОИ показатели.
Если оно объективно не обнаружимо, значит оно объективно не существует. Только песня в голове, ну или в той вселенной.
Meskiukas> Nein! Falsch! Увы! У каждого будут СВОИ показатели.
Если оно объективно не обнаружимо, значит оно объективно не существует. Только песня в голове, ну или в той вселенной.
au> Если оно объективно не обнаружимо, значит оно объективно не существует. Только песня в голове, ну или в той вселенной.
Если электронный, то каждый будет ТАК отличаться, даже заточенные машинно. Вывести закономерность вспотеешь. Хотя я забыл! Нормальные герои всегда идут в обход!(с)к/ф "Айболит-66"
Если электронный, то каждый будет ТАК отличаться, даже заточенные машинно. Вывести закономерность вспотеешь. Хотя я забыл! Нормальные герои всегда идут в обход!(с)к/ф "Айболит-66"
Meskiukas> Если электронный, то каждый будет ТАК отличаться, даже заточенные машинно. Вывести закономерность вспотеешь.
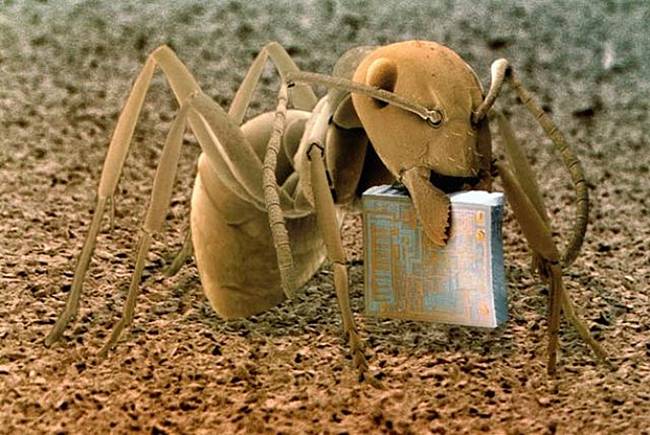
Не волнуйтесь за микроскоп. И за вывод закономерности тоже не волнуйтесь — специалисты по выводу закономерностей всё сделают. Ну и просто так, картинка из электронного микроскопа, т.к. вы такое явно не видели, раз написали такое.

Не волнуйтесь за микроскоп. И за вывод закономерности тоже не волнуйтесь — специалисты по выводу закономерностей всё сделают. Ну и просто так, картинка из электронного микроскопа, т.к. вы такое явно не видели, раз написали такое.
au> Не волнуйтесь за микроскоп.
А чего за него волноваться! Он же железно-пластмассово-стеклянный. И за спецов не волнуюсь. Займутся плотно может что-то и найдут! Только профессор Преображенский сказал правильно, про то, что "любая баба нарожает"! Это как настройка рояля! Вроде всё просчитано, а настраивает мастер. ") А вот на счёт не видели ошибаешься! Видел! И как раз режущие кромки. Там такие горные кряжи!
А вот на счёт не видели ошибаешься! Видел! И как раз режущие кромки. Там такие горные кряжи!
А чего за него волноваться! Он же железно-пластмассово-стеклянный. И за спецов не волнуюсь. Займутся плотно может что-то и найдут! Только профессор Преображенский сказал правильно, про то, что "любая баба нарожает"!
Это как настройка рояля! Вроде всё просчитано, а настраивает мастер. А вот на счёт не видели ошибаешься! Видел! И как раз режущие кромки. Там такие горные кряжи!
 Mishka
Mishka

Meskiukas> Это как настройка рояля! Вроде всё просчитано, а настраивает мастер.
По приборчику мастер лучше настраивает.
По приборчику мастер лучше настраивает.
Meskiukas> Видел! И как раз режущие кромки. Там такие горные кряжи!
Какие? Пила, только в микромасштабе?
(фото бритвы с фанатского форума)
Какие? Пила, только в микромасштабе?

(фото бритвы с фанатского форума)
Это сообщение редактировалось 02.11.2011 в 05:29
Колбаса, как много в этом звуке... [Кот_да_Винчи#01.11.11 21:29]
И про перекал, и про баланс и про заточку
И про перекал, и про баланс и про заточку
 Invar
Invar

iodaruk> Колбаса, как много в этом звуке... [Кот_да_Винчи#01.11.11 21:29]
iodaruk> И про перекал, и про баланс и про заточку
Или про фотошоп\постановочное фото какого-то ненавистника НОКС?
iodaruk> И про перекал, и про баланс и про заточку
Или про фотошоп\постановочное фото какого-то ненавистника НОКС?

Invar> Или про фотошоп\постановочное фото какого-то ненавистника НОКС?
В вы там дальше читайте-правильную колбасу фиг возьмёшь.
Перекаленые штык-ножи-ломаются. Кухонные ножи-гнуться. Гнутый можно на пеньке поленом выстучать-хотя конечно термообрабатывать заново надо по уму. Сломаный-увы.
Кстати на фото нож действительно перекален-это косяк. Так низзя. Такой поперёк и об колбасу можно сломать-дурное дело не хитрое.
В вы там дальше читайте-правильную колбасу фиг возьмёшь.
Перекаленые штык-ножи-ломаются. Кухонные ножи-гнуться. Гнутый можно на пеньке поленом выстучать-хотя конечно термообрабатывать заново надо по уму. Сломаный-увы.
Кстати на фото нож действительно перекален-это косяк. Так низзя. Такой поперёк и об колбасу можно сломать-дурное дело не хитрое.
au> Это же станок — не такой, но подобный. Как ему написали, так он и пилит, и инструмент тоже под это дело. Плюс в точности и повторяемости. Чистота — хоть до полированного состояния.
При доводке несколько другие принципы - точности станочного базирования "от ноля" (фактически разомкнутая система) не котируются - нужна Очень хорошая обратная связь\измерения в процессе обработки, например при переходах со сменой инструмента.
При доводке довольно часто базируются на обрабатываемых поверхностях-вопрос позициирования таким образом снимается.
"Экспертные" методы оценки результата - тоже известная головная боль в части воспроизводимости
Знать что сделано, конечно хорошо но еще неплохо бы как, почему и зачем, а это дополнительная головная боль.
При доводке несколько другие принципы - точности станочного базирования "от ноля" (фактически разомкнутая система) не котируются - нужна Очень хорошая обратная связь\измерения в процессе обработки, например при переходах со сменой инструмента.
При доводке довольно часто базируются на обрабатываемых поверхностях-вопрос позициирования таким образом снимается.
"Экспертные" методы оценки результата - тоже известная головная боль в части воспроизводимости
Знать что сделано, конечно хорошо но еще неплохо бы как, почему и зачем, а это дополнительная головная боль.
увы.
iodaruk> Кстати на фото нож действительно перекален-это косяк.
Все же не стоит по фото давать заключение о термообработке.
Сломать можно все особенно раздолбайски или злонамеренно подбирая условия (см. , например, околокалашные войны).
Хрупко может разрушится и вполне нормально термообработанный нож, да и катана на ролике двумя-тремя страницами ранее не вынесла измывательств.
iodaruk> Кстати на фото нож действительно перекален-это косяк.
Все же не стоит по фото давать заключение о термообработке.
Сломать можно все особенно раздолбайски или злонамеренно подбирая условия (см. , например, околокалашные войны).
Хрупко может разрушится и вполне нормально термообработанный нож, да и катана на ролике двумя-тремя страницами ранее не вынесла измывательств.
Invar> При доводке несколько другие принципы - точности станочного базирования "от ноля" (фактически разомкнутая система) не котируются - нужна Очень хорошая обратная связь\измерения в процессе обработки, например при переходах со сменой инструмента.
Зачастили к нам пришельцы... Станок выполняет программу, в программе содержится точная форма изделия. Все тонкости с направлением микронеровностей тоже можно учесть в программе. Всё остальное — "тонкое чувствование". Слова "не котируются" — это эмоции, физического смысла не имеют.
Станок выполняет программу, в программе содержится точная форма изделия. Все тонкости с направлением микронеровностей тоже можно учесть в программе. Всё остальное — "тонкое чувствование". Слова "не котируются" — это эмоции, физического смысла не имеют.
Invar> При доводке довольно часто базируются на обрабатываемых поверхностях-вопрос позициирования таким образом снимается.
Человек работает с тем немногим, что есть — два глаза и две руки, и то что они могут видеть и держать. У станка 100500 узкоспециальных инструментов известного качества, и удерживает он их с известной (в виде числа) точностью в известном месте пространства. Потому лишь они и существуют в природе.
Зачастили к нам пришельцы...
Станок выполняет программу, в программе содержится точная форма изделия. Все тонкости с направлением микронеровностей тоже можно учесть в программе. Всё остальное — "тонкое чувствование". Слова "не котируются" — это эмоции, физического смысла не имеют.Invar> При доводке довольно часто базируются на обрабатываемых поверхностях-вопрос позициирования таким образом снимается.
Человек работает с тем немногим, что есть — два глаза и две руки, и то что они могут видеть и держать. У станка 100500 узкоспециальных инструментов известного качества, и удерживает он их с известной (в виде числа) точностью в известном месте пространства. Потому лишь они и существуют в природе.
Invar> Хрупко может разрушится и вполне нормально термообработанный нож
Оксюморн.
На картинке лопнул как напильник-даже раковина внизу такая-же характерная(и откуда они беруться???)
Правильный нож ТАК не ломается.
Просто такая закалка-дешёвый способ поднять твёрдость. Цена вопроса-на картинке.
Оксюморн.
На картинке лопнул как напильник-даже раковина внизу такая-же характерная(и откуда они беруться???)
Правильный нож ТАК не ломается.
Просто такая закалка-дешёвый способ поднять твёрдость. Цена вопроса-на картинке.
iodaruk> Правильный нож ТАК не ломается.
iodaruk> Просто такая закалка-дешёвый способ поднять твёрдость. Цена вопроса-на картинке.
А может не "перекален" вовсе, а "переотпущен" ? Откуда такая уверенность?
iodaruk> Просто такая закалка-дешёвый способ поднять твёрдость. Цена вопроса-на картинке.
А может не "перекален" вовсе, а "переотпущен" ? Откуда такая уверенность?
au> Зачастили к нам пришельцы... Станок выполняет программу, в программе содержится точная форма изделия. Все тонкости с направлением микронеровностей тоже можно учесть в программе. Всё остальное — "тонкое чувствование". Слова "не котируются" — это эмоции, физического смысла не имеют.
Ну, во-первых совершенно незачем меня засоветскую власть электрификацию автоматизацию агитировать. Блажен, кто имеет, не имеющий выкручивается (и иногда неплохо получается)
Павлины, гришь, или попугаи
Где-то так: заточной станок (прямолинейные поверхности) несколько мкм...первые десятки мкм (большие значения на приличных длинах к метру ближе), чистота поверхности - десятые доли мкм.
На доводочном станке можно получить значения ~на порядок лучше.
Цифирь, как видим, на уровне приличных, во втором случае даже прецизионных станков.
Поинтересуйся, всё-таки, какая у них погрешность позиционирования/повтора
Геометрия, понятно, примитивная (шар, цилиндр, плоскость, грань) , при более менее сложной надо изощряться с приспособлениями, либо появляется мастер, который примерно эти цифры обеспечит руками для "хитрых" форм понятно с низкой производительностью и воспроизводимостью.
Т.е. гибкость производства никакая.
Но и сложность, читай стоимость станка весьма скромная.
Посему никто (наверное, даже Фестул ) ножи для рубанка в прецизионный станок с ЧПУ и даже на приличный доводочный именно для заточки, тем более переточки, ставить не будет.
) ножи для рубанка в прецизионный станок с ЧПУ и даже на приличный доводочный именно для заточки, тем более переточки, ставить не будет.
А вот формы клинка\рукояти\механизма на умеренно точном станке с ЧПУ выстругать - так это запросто.
Станок выполняет программу, в программе содержится точная форма изделия. Все тонкости с направлением микронеровностей тоже можно учесть в программе. Всё остальное — "тонкое чувствование". Слова "не котируются" — это эмоции, физического смысла не имеют.Ну, во-первых совершенно незачем меня за
Павлины, гришь, или попугаи
Где-то так: заточной станок (прямолинейные поверхности) несколько мкм...первые десятки мкм (большие значения на приличных длинах к метру ближе), чистота поверхности - десятые доли мкм.
На доводочном станке можно получить значения ~на порядок лучше.
Цифирь, как видим, на уровне приличных, во втором случае даже прецизионных станков.
Поинтересуйся, всё-таки, какая у них погрешность позиционирования/повтора
Геометрия, понятно, примитивная (шар, цилиндр, плоскость, грань) , при более менее сложной надо изощряться с приспособлениями, либо появляется мастер, который примерно эти цифры обеспечит руками для "хитрых" форм понятно с низкой производительностью и воспроизводимостью.
Т.е. гибкость производства никакая.
Но и сложность, читай стоимость станка весьма скромная.
Посему никто (наверное, даже Фестул
) ножи для рубанка в прецизионный станок с ЧПУ и даже на приличный доводочный именно для заточки, тем более переточки, ставить не будет.А вот формы клинка\рукояти\механизма на умеренно точном станке с ЧПУ выстругать - так это запросто.
Invar> А вот формы клинка\рукояти\механизма на умеренно точном станке с ЧПУ выстругать - так это запросто.
О таком уровне и речь — по фоткам образцов это видно.
Насчёт станка: сейчас их делают все кому не лень, т.к. все компоненты доступны. К тому же на механике всё не заканчивается — электрохимическим способом можно достичь большей точности независимо от материала, а электроэррозией вырезать любую форму из любого металла. Вариантов масса, так что если делать из любви к искусству и знать возможности, можно натворить очень здорово
О таком уровне и речь — по фоткам образцов это видно.
Насчёт станка: сейчас их делают все кому не лень, т.к. все компоненты доступны. К тому же на механике всё не заканчивается — электрохимическим способом можно достичь большей точности независимо от материала, а электроэррозией вырезать любую форму из любого металла. Вариантов масса, так что если делать из любви к искусству и знать возможности, можно натворить очень здорово
Meskiukas>> Видел! И как раз режущие кромки. Там такие горные кряжи!
au> Какие? Пила, только в микромасштабе?
Увеличение маловато. Ну, а что микропила так про то и речь! И правильно сказали, что вывести спуски(голомени) на станке одно удовольствие. А вот жало режущей кромки оттянуть только ручками. И будет нож резать долго и чисто. А рисунки на клинке, даже прорезные, только электрокоррозия. До зеркального блеска с улучшением структуры поверхности, со снятием точек напряжения электрополировка!
au> Какие? Пила, только в микромасштабе?
Увеличение маловато. Ну, а что микропила так про то и речь! И правильно сказали, что вывести спуски(голомени) на станке одно удовольствие. А вот жало режущей кромки оттянуть только ручками. И будет нож резать долго и чисто. А рисунки на клинке, даже прорезные, только электрокоррозия. До зеркального блеска с улучшением структуры поверхности, со снятием точек напряжения электрополировка!
Это сообщение редактировалось 03.11.2011 в 00:46
Invar> А может не "перекален" вовсе, а "переотпущен" ? Откуда такая уверенность?
От того что отожжёный наматывается на палец.
Кстати фундаментальная проблема всего этого хозбыта из магазинов-толщина лезвия-1.95. Всё что толще 2мм-хо со всеми вытекающими. А в такой толщине ни жёскости ни вязкой середины не обеспечить.
От того что отожжёный наматывается на палец.
Кстати фундаментальная проблема всего этого хозбыта из магазинов-толщина лезвия-1.95. Всё что толще 2мм-хо со всеми вытекающими. А в такой толщине ни жёскости ни вязкой середины не обеспечить.
Invar>> А может не "перекален" вовсе, а "переотпущен" ?
iodaruk> От того что отожжёный наматывается на палец.
Зачем отжигать? Вдруг перегрели "чуток" при отпуске?
iodaruk> Кстати фундаментальная проблема всего этого хозбыта из магазинов-толщина лезвия-1.95. Всё что толще 2мм-хо со всеми вытекающими. А в такой толщине ни жёскости ни вязкой середины не обеспечить.
Если я правильно опознал нож на сабжевой картинке, то там соблюдаются несколько другие ограничения: <=2,4 мм толщина клинка и <=150 мм длина. Для разумных применений прочности достаточно, а выбираясь из бака с жидким азотом, и Ка-Бар (1095) можно сломать
iodaruk> От того что отожжёный наматывается на палец.
Зачем отжигать? Вдруг перегрели "чуток" при отпуске?
iodaruk> Кстати фундаментальная проблема всего этого хозбыта из магазинов-толщина лезвия-1.95. Всё что толще 2мм-хо со всеми вытекающими. А в такой толщине ни жёскости ни вязкой середины не обеспечить.
Если я правильно опознал нож на сабжевой картинке, то там соблюдаются несколько другие ограничения: <=2,4 мм толщина клинка и <=150 мм длина. Для разумных применений прочности достаточно, а выбираясь из бака с жидким азотом, и Ка-Бар (1095) можно сломать

iodaruk> Кстати фундаментальная проблема всего этого хозбыта из магазинов-толщина лезвия-1.95. Всё что толще 2мм-хо со всеми вытекающими.
Все, что толще 2,5мм. По ГОСТу.
Все, что толще 2,5мм. По ГОСТу.
Accept> Все, что толще 2,5мм. По ГОСТу.
Возможно у меня устаревшие данные-но даже 2.5мм мало что меняет.
Толщина лезвия(максимальная) должна быть хотя бы 3.5-4мм(лучше пять) чтоб хоть как то держать боковые нагрузки и иметь градиент калёная поверхность-вязкая сердцевина.
Возможно у меня устаревшие данные-но даже 2.5мм мало что меняет.
Толщина лезвия(максимальная) должна быть хотя бы 3.5-4мм(лучше пять) чтоб хоть как то держать боковые нагрузки и иметь градиент калёная поверхность-вязкая сердцевина.
Copyright © Balancer 1997..2021
Создано 30.07.2011
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 30.07.2011
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}