-
![[image]](https://www.balancer.ru/cache/sites/com/mi/mikroe/img/development-tools/pic/easypic_v7/128x128-crop/thumb_easypic_v7.png)
Кобра III
Теги:
 Non-conformist
Non-conformist
Ckona> Как ты планируешь подбирать коэффициенты в обратной связи, если имеется один-два двигателя ?
Математически. Есть научный профессор, есть предварительная договорённость. От нас - экспериментально полученные входящие данные, а он возвращает диапазон рабочих коэффициентов. И двигателей не один-два, а сколько надо столько и будет. Давай камешек покрупнее.
зы: Я вроде про резинки упоминал выше? Какие динамические рывки ты имеешь в виду? Ну приклею я тензодатчики к четырём кафельным плиткам, заточу на конус ножки-болты, упру их в конические лунки в поверхностях упругих элементов. Не пойдёт?
Математически. Есть научный профессор, есть предварительная договорённость. От нас - экспериментально полученные входящие данные, а он возвращает диапазон рабочих коэффициентов. И двигателей не один-два, а сколько надо столько и будет. Давай камешек покрупнее.
зы: Я вроде про резинки упоминал выше? Какие динамические рывки ты имеешь в виду? Ну приклею я тензодатчики к четырём кафельным плиткам, заточу на конус ножки-болты, упру их в конические лунки в поверхностях упругих элементов. Не пойдёт?


 инфо
инфо инструменты
инструменты
Non-conformist> Давай камешек покрупнее.
Какие могут быть замечания, если коэффициенты не подбираются, а рассчитываются по данным эксперимента...
В Добрый Час !
Какие могут быть замечания, если коэффициенты не подбираются, а рассчитываются по данным эксперимента...
В Добрый Час !
Non-conformist> Какие динамические рывки ты имеешь в виду?
Я вообразил, что в пирамиде крутится велосипедное колесо, а некто быстро вставил в спицы палку и она уперлась в стойки пирамиды.
Пирамиду дернет.
Но, думаю, от пепелаца ничего не сковырнется - и пирамида тяжелая, и пепелац не так уж и раскрутится.
Я вообразил, что в пирамиде крутится велосипедное колесо, а некто быстро вставил в спицы палку и она уперлась в стойки пирамиды.
Пирамиду дернет.
Но, думаю, от пепелаца ничего не сковырнется - и пирамида тяжелая, и пепелац не так уж и раскрутится.
Non-conformist> Если такое усилие и сможет сдвинуть с места конструкцию общей массой около 12 кг,
Сдвинуть тягой, конечно нет.
Но воно дрижать усе буде, може сповзти.")
Non-conformist> зы: А сварки у тебя нет?
Есть.
Non-conformist> ззы: До какого диаметра разгарается критика?
За основу планирую конфигурацию этого двигателя, Запуски ракет и испытания [Voldemar#21.07.12 21:17] , там сопло разгорелось до ~20 мм., но оно толстоватое, будет чуть короче но и время немного меньше. Т.е. разгар в этих пределах и останется, ИМХО.
Сдвинуть тягой, конечно нет.
Но воно дрижать усе буде, може сповзти.
Non-conformist> зы: А сварки у тебя нет?
Есть.
Non-conformist> ззы: До какого диаметра разгарается критика?
За основу планирую конфигурацию этого двигателя, Запуски ракет и испытания [Voldemar#21.07.12 21:17] , там сопло разгорелось до ~20 мм., но оно толстоватое, будет чуть короче но и время немного меньше. Т.е. разгар в этих пределах и останется, ИМХО.

Почти заготовил комплект деталей тестового кардана. Осталось выточить четыре оськи, и можно начинать собирать. На следующей неделе планирую закончить сборку. По стенду останется собрать раму. Сварка, я думаю, сильно упростит и ускорит процесс.
***
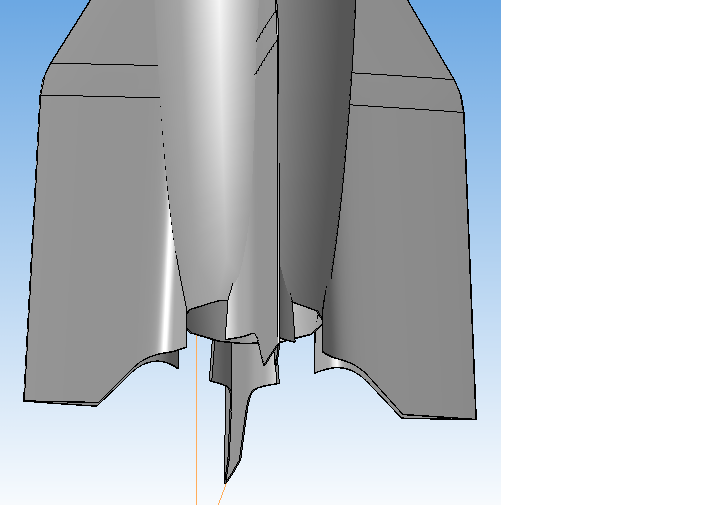
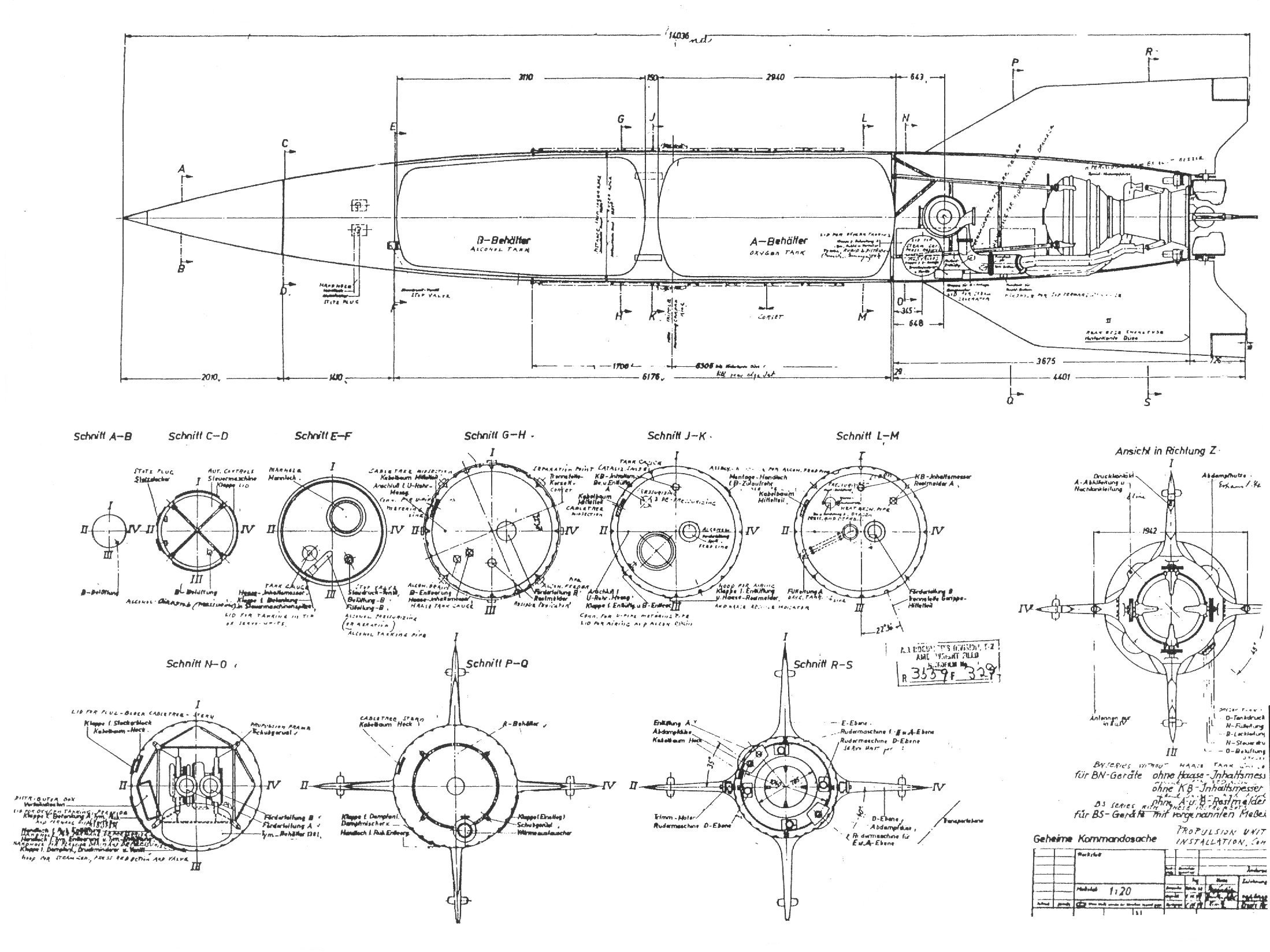
Если кто в курсе - покажите фото или видео, на котором можно подробно рассмотреть приведённую на картинке ниже часть А4. Непонятно как в оригинале сделаны переходы (зализы) между стабилизаторами и сопловым срезом корпуса.
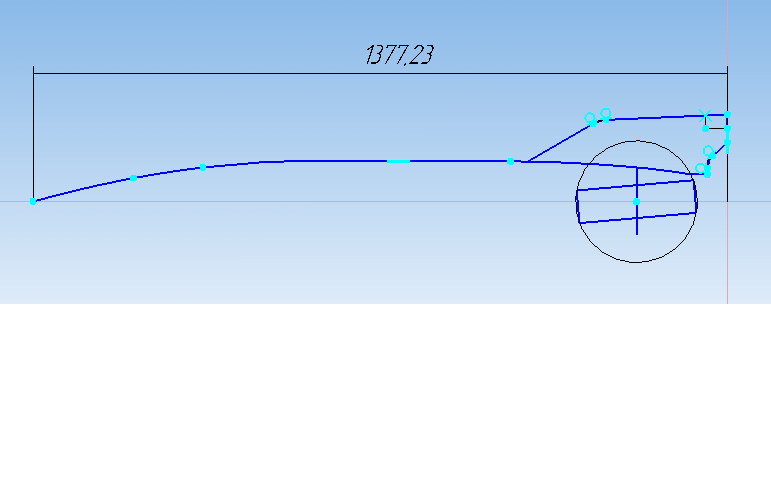
Эта модель делалась для расчёта массы стеклопластикового корпуса модели-копии, который мог бы вместить в себя мотор 65 х 233 в максимально компактном дешёвом кардане. Поэтому упомянутые выше нюансы сильно не прорисовывал - основное внимание было уделено правильным пропорциям и исторически достоверным обводам. Удалось найти оригинальные ненецкие синьки, поэтому в смысле силуэта проблем не возникло.
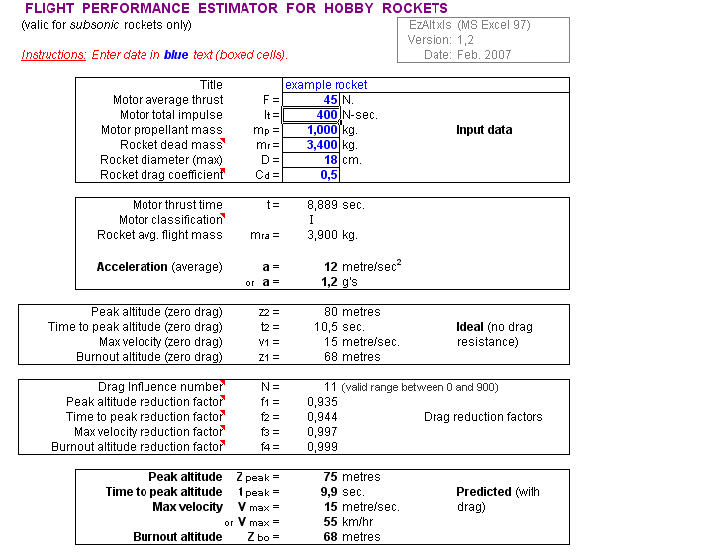
Моделирование показало, что стеклопластиковый корпус копии А4 габаритами 1378 х 160 мм будет весить (со стабилизаторами) ~ 789,5 см.куб. х 1,6 г/см.куб = 1263 г при толщине стеклопластика 1 мм. Если делать 0,7 мм => 1263 х 0,7 = 884 г.
Считаем весовую ведомость:
Корпус = 1000 г
Мотор = 1300 г
Пепелац без фермы, мотора и сундуков; с электроникой и питанием = 1700 г
ССР = 400 г
________
Итого: 4400 г
Забиваем в ezalt:
***
Если кто в курсе - покажите фото или видео, на котором можно подробно рассмотреть приведённую на картинке ниже часть А4. Непонятно как в оригинале сделаны переходы (зализы) между стабилизаторами и сопловым срезом корпуса.
Эта модель делалась для расчёта массы стеклопластикового корпуса модели-копии, который мог бы вместить в себя мотор 65 х 233 в максимально компактном дешёвом кардане. Поэтому упомянутые выше нюансы сильно не прорисовывал - основное внимание было уделено правильным пропорциям и исторически достоверным обводам. Удалось найти оригинальные ненецкие синьки, поэтому в смысле силуэта проблем не возникло.
Моделирование показало, что стеклопластиковый корпус копии А4 габаритами 1378 х 160 мм будет весить (со стабилизаторами) ~ 789,5 см.куб. х 1,6 г/см.куб = 1263 г при толщине стеклопластика 1 мм. Если делать 0,7 мм => 1263 х 0,7 = 884 г.
Считаем весовую ведомость:
Корпус = 1000 г
Мотор = 1300 г
Пепелац без фермы, мотора и сундуков; с электроникой и питанием = 1700 г
ССР = 400 г
________
Итого: 4400 г
Забиваем в ezalt:
Прикреплённые файлы:
Непонятно:
Прикреплённые файлы:
Non-conformist> Непонятно:
Прикреплённые файлы:
Вот от чего плясалось. Во-первых габариты мотора 65 х 233 мм; угол отклонения пять градусов от нейтрали. Во-вторых (или наоборот) - габариты кардана из трёх-четырёхмиллиметровой дюралевой пластины (лобзик). Три кольца достаточного сечения (шириной десять, двенадцать, и снова десять миллиметров). Кроме сечения минимальная ширина колец ограничена конструктивом осевых призм (кусочки уголка).
Как видно из эскиза, угол отклонения КС может быть несколько более пяти градусов. Но это при длине КС 233 мм. В ezalt чуть выше я забил массу топлива 1000 г, что, видимо, для таких габаритов КС многовато...
В общем, всё вышеописанное нуждается в существенных уточнениях, но как мне кажется, уже сейчас можно сделать вывод о том, что медленно уходящая вертикально вверх А4 - проект вполне осуществимый даже на любительском уровне. Дело за малым. ))
Как видно из эскиза, угол отклонения КС может быть несколько более пяти градусов. Но это при длине КС 233 мм. В ezalt чуть выше я забил массу топлива 1000 г, что, видимо, для таких габаритов КС многовато...
В общем, всё вышеописанное нуждается в существенных уточнениях, но как мне кажется, уже сейчас можно сделать вывод о том, что медленно уходящая вертикально вверх А4 - проект вполне осуществимый даже на любительском уровне. Дело за малым. ))
Non-conformist> Эскиз:
Прикреплённые файлы:
***
Подготовил полный комплект для сборки двух рамок тестового кардана - внутренней и средней. Восемь (2 х 4) уголков, две втулки и две оськи. В понедельник буду попробовать это дело собрать, хе-хе. Что-то очкую слегка - узковат зазор между рамками забил, один миллиметр. Сейчас думаю - можно было бы и два. )) Проверим...
Подготовил полный комплект для сборки двух рамок тестового кардана - внутренней и средней. Восемь (2 х 4) уголков, две втулки и две оськи. В понедельник буду попробовать это дело собрать, хе-хе. Что-то очкую слегка - узковат зазор между рамками забил, один миллиметр. Сейчас думаю - можно было бы и два. )) Проверим...
Только что оплатил напольные весы на AliExpress:

Прикинул - примерно на тридцать гривен дешевле, чем в местных магазинах покупать. Копейка рубль бережёт, однако. Оказывается, хавает Али Баба мою виртуальную карточку без вопросов. Просто на неё денешков надо мала-мала положить сначала. ))
150KG x 0.1K, Digital Body scale Health Weight Bathroom Fitness Scale,black/white, freeshipping, dropshipping-in Household Scales from Home & Garden on Aliexpress.com
Cheap Body Scale, Buy Quality digital Body scale directly from China Body Scale Suppliers:1.Body Scale Health Weight Bathroom Fitness Digital Scale 2.Wide-platform 3.2.1" LCD Screen 4.Unit: LB/KG // www.aliexpress.comПрикинул - примерно на тридцать гривен дешевле, чем в местных магазинах покупать. Копейка рубль бережёт, однако. Оказывается, хавает Али Баба мою виртуальную карточку без вопросов. Просто на неё денешков надо мала-мала положить сначала. ))

Non-conformist> Только что оплатил напольные весы
Блин, сказал бы, я тебе у нас на барабане нашел бы весы, с пересылкой вложился в сотку.
Блин, сказал бы, я тебе у нас на барабане нашел бы весы, с пересылкой вложился в сотку.
Так тут сотка и получается. Пересылка бесплатна.
Non-conformist> Так тут сотка и получается. Пересылка бесплатна.
А время.?так бы через три дня у тебя уже были б.
А время.?так бы через три дня у тебя уже были б.
Так мне не к спеху. Но я ведь писал про то, что интересуюсь напольными весами. )) На будущее буду иметь в виду, спасибо!
Non-conformist> Так мне не к спеху. Но я ведь писал про то, что интересуюсь напольными весами. )) На будущее буду иметь в виду, спасибо!
А я если память не изменят говорил что могу помочь.
Я каждый день еду на работу через рынок, а "Новая почта" в пяти мин. ходьбы от офиса. Свободного времени на работе у меня 40-60%, поэтому меня это ни как не затруднит.
А я если память не изменят говорил что могу помочь.
Я каждый день еду на работу через рынок, а "Новая почта" в пяти мин. ходьбы от офиса. Свободного времени на работе у меня 40-60%, поэтому меня это ни как не затруднит.
Да, память тебе не изменяет. Но я не хотел тебя грузить своими хотеньками. Если тебе действительно не трудно - буду иметь в виду. Спасибо ещё раз!
***
Склепал внутреннюю рамку тестового кардана; по четыре вытяжных заклёпки на угол. Получилось ровно, как задумывалось. Жёсткость на "параллелограммное складывание" вполне себе приличная. Для сборки использовал импровизированный "стапель" - обрезок ламинированной ДСП и саморезы. При сборке здорово помогала прецизионная обработка торцов уголков на токарном станке; углы рамки получились идеально прямые - измерительный уголок практически не даёт просветов.
В том же духе планирую собрать и остальное - крепление к плоской пластине уголков следующей рамки через дистанционные проставки вокруг готовой рамки. Таким образом, вся сверловка и клёпка получается строго по месту, т.е. ошибки ожидаются минимальные. Слегка беспокоит только жёсткость среднего кольца... Проверим.
Склепал внутреннюю рамку тестового кардана; по четыре вытяжных заклёпки на угол. Получилось ровно, как задумывалось. Жёсткость на "параллелограммное складывание" вполне себе приличная. Для сборки использовал импровизированный "стапель" - обрезок ламинированной ДСП и саморезы. При сборке здорово помогала прецизионная обработка торцов уголков на токарном станке; углы рамки получились идеально прямые - измерительный уголок практически не даёт просветов.
В том же духе планирую собрать и остальное - крепление к плоской пластине уголков следующей рамки через дистанционные проставки вокруг готовой рамки. Таким образом, вся сверловка и клёпка получается строго по месту, т.е. ошибки ожидаются минимальные. Слегка беспокоит только жёсткость среднего кольца... Проверим.
Это сообщение редактировалось 19.11.2012 в 21:22
Собрал на "стапеле" внутреннюю и среднюю рамки. Пришлось подгонять торцы двух уголков средней рамки - откуда-то вылезло лишних ровно 0,5 мм (с одной стороны зазор получился шире чётко на полмиллиметра). Подрезал на токарнике, разметил и засверлил направляющие отверстия, собрал, скрутил саморезами и струбцинами. Красиво сидит.
Рабочий день подходит к концу - не стал гнать; завтра засверлю дырочки под направляющие заклёпки, разберу, уберу заусенцы, помажу посадочные места шарниров эпоксидкой, соберу всё опять в стапеле, закреплю, заклепаю направляющие, засверлю остальное и заклепаю наглухо. Такой порядок - всё как на ТАПОиЧ. ))
Рабочий день подходит к концу - не стал гнать; завтра засверлю дырочки под направляющие заклёпки, разберу, уберу заусенцы, помажу посадочные места шарниров эпоксидкой, соберу всё опять в стапеле, закреплю, заклепаю направляющие, засверлю остальное и заклепаю наглухо. Такой порядок - всё как на ТАПОиЧ. ))
Non-conformist> Подрезал на токарнике
Как ты зажимаешь уголок в патроне токарного станка ?
И на каких оборотах торцуешь ?
Как ты зажимаешь уголок в патроне токарного станка ?
И на каких оборотах торцуешь ?
В складку уголка (или пакета уголков, вложенных друг в друга) упираю губку кулачка обычного трёхкулачкового патрона. При этом со внутренними гранями полок уголка соприкасается не рабочая поверхность кулачка, а смежные с нею две плоские грани (по-моему там получается как раз 90 градусов). Зажимаю патрон - два других кулачка такими же плоскими гранями упираются в наружные поверхности полок уголка. Ось вращения зажатого таким образом уголка проходит в районе его вершины. Осевая центровка уголка либо пакета уголков в патроне не требует каких-либо ухищрений (многократных попыток зажима и т.п.) - даже тот весьма изношенный патрон, которым я работаю, демонстрирует неизменно превосходный результат.
Максимальный вылет 4х пакета дюралевого 15 х 1,5 уголка, детали из которого мне приходилось торцевать таким образом, составил около 100 мм. Рабочий конец пакета при этом стягивался миниатюрной винтовой струбцинкой, с отступом от плоскости обработки примерно 15 мм. Обороты - минимальные для школьного токарного станка (там всего три скорости). Какой-либо горбатости или тем паче неперпендикулярности торцов после описанной обработки замечено не было - качество торцевания контролировалось угольником.
Пакет 4х дюралевых пластин 120 х 45 х 2 таким способом отторцевать не удалось - после обработки поверхность получалась горбатая ~ 0,5 мм. Всё-таки пластина - это не уголок, жёсткость не та. Да и звук при обработке это обстоятельство красноречиво подтверждал. Струбцина не помогла. Однако если бы патрон позволил зажать пакет плоских пластин поближе к плоскости обработки - так, чтобы вылет не превышал двадцати-тридцати миллиметров, то я думаю, что в этом случае и плоские пластины отторцевались бы идеально. Однако в случае плоских пластин имхо вылезла бы проблема осевого центрования их в патроне - т.е. проблема перпендикулярности торцов...
Максимальный вылет 4х пакета дюралевого 15 х 1,5 уголка, детали из которого мне приходилось торцевать таким образом, составил около 100 мм. Рабочий конец пакета при этом стягивался миниатюрной винтовой струбцинкой, с отступом от плоскости обработки примерно 15 мм. Обороты - минимальные для школьного токарного станка (там всего три скорости). Какой-либо горбатости или тем паче неперпендикулярности торцов после описанной обработки замечено не было - качество торцевания контролировалось угольником.
Пакет 4х дюралевых пластин 120 х 45 х 2 таким способом отторцевать не удалось - после обработки поверхность получалась горбатая ~ 0,5 мм. Всё-таки пластина - это не уголок, жёсткость не та. Да и звук при обработке это обстоятельство красноречиво подтверждал. Струбцина не помогла. Однако если бы патрон позволил зажать пакет плоских пластин поближе к плоскости обработки - так, чтобы вылет не превышал двадцати-тридцати миллиметров, то я думаю, что в этом случае и плоские пластины отторцевались бы идеально. Однако в случае плоских пластин имхо вылезла бы проблема осевого центрования их в патроне - т.е. проблема перпендикулярности торцов...
Non-conformist> Собрал на "стапеле" внутреннюю и среднюю рамки.
Собрал окончательно, эпоксидка отверждается. Получилось красиво. Завтра будет ясно, хватило ли миллиметрового зазора между рамками.
Собрал окончательно, эпоксидка отверждается. Получилось красиво. Завтра будет ясно, хватило ли миллиметрового зазора между рамками.
Non-conformist> Непонятно как в оригинале сделаны переходы (зализы) между стабилизаторами и сопловым срезом корпуса.
Таки нашёл. Вот теперь всё понятно. То башка чья-то, то тень, то ракурс не тот... Наконец-то всё можно рассмотреть, и даже пропорции снять.
Таки нашёл. Вот теперь всё понятно. То башка чья-то, то тень, то ракурс не тот... Наконец-то всё можно рассмотреть, и даже пропорции снять.
Прикреплённые файлы:


Нужны картинки?
Вот что есть.
Вот что есть.
Прикреплённые файлы:



Copyright © Balancer 1997..2023
Создано 04.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 04.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
