-
![[image]](https://www.balancer.ru/cache/sites/com/mi/mikroe/img/development-tools/pic/easypic_v7/128x128-crop/thumb_easypic_v7.png)
Кобра III
Теги:
 Non-conformist
Non-conformist
Угу... Честно говоря, был удивлён, что плотности угле- и стеклопластика оказались равны. Точнее - диапазоны плотностей практически совпадают. Всегда думал, что карбон легче.
660 х 1,6 = один килограмм... Однако же нелёгкая оболочка получается, надо признать...
Прикинем ещё... Из оборудования, максимум что могу себе позволить - зажать в токарнике оправку, в резцедержателе закрепить пластинку с дырочкой, сквозь которую пропустить прядь стеклоровинга, включить максимальную винторезную подачу, минимальные обороты (или вообще крутить патрон рукой), и получить импровизированный намоточный станок.
Это максимум, потому что токарник на работе, и волей-неволей придётся отвечать на вопросы, что очень не хотелось бы. Разве что в обеденный перерыв работать... Кстати, по вашему опыту - сколько по времени может занять цикл намотки - ну, скажем, ГО модели обсуждаемых габаритов с толщиной стенки 0,3 .. 0,5 .. 0,7? Можно ли добиться таких толщин, работая стеклоровингом? Можно ли будет использовать пенопластовую оправку, вырезанную на заказ в рекламной конторе?
660 х 1,6 = один килограмм... Однако же нелёгкая оболочка получается, надо признать...
Прикинем ещё... Из оборудования, максимум что могу себе позволить - зажать в токарнике оправку, в резцедержателе закрепить пластинку с дырочкой, сквозь которую пропустить прядь стеклоровинга, включить максимальную винторезную подачу, минимальные обороты (или вообще крутить патрон рукой), и получить импровизированный намоточный станок.
Это максимум, потому что токарник на работе, и волей-неволей придётся отвечать на вопросы, что очень не хотелось бы. Разве что в обеденный перерыв работать... Кстати, по вашему опыту - сколько по времени может занять цикл намотки - ну, скажем, ГО модели обсуждаемых габаритов с толщиной стенки 0,3 .. 0,5 .. 0,7? Можно ли добиться таких толщин, работая стеклоровингом? Можно ли будет использовать пенопластовую оправку, вырезанную на заказ в рекламной конторе?


 инфо
инфо инструменты
инструменты
Non-conformist> Это максимум, потому что токарник на работе, и волей-неволей придётся отвечать на вопросы, что очень не хотелось бы. Разве что в обеденный перерыв работать...
Ровингом так не получится, лучше и не пробуй. К тому же придется бобину его покупать, потом выкинешь. Из стеклоткани все получится, для ручной намотки только так, разглаживая и растягивая при вращении можно получить приличный натяг.
Ровингом так не получится, лучше и не пробуй. К тому же придется бобину его покупать, потом выкинешь. Из стеклоткани все получится, для ручной намотки только так, разглаживая и растягивая при вращении можно получить приличный натяг.

 Yalex
Yalex

Yalex
втянувшийся
Non-conformist> Угу... Честно говоря, был удивлён, что плотности угле- и стеклопластика оказались равны. Точнее - диапазоны плотностей практически совпадают. Всегда думал, что карбон легче.
Я говорю о плотности волокна. У стекла оно 2,5-2,6 г/куб см в зависимости от состава. У углеродный волокон 1,55( модуль 15 ГПа)-2,2( модуль 820 ГПа) г/см куб. Так что плотности совпадают весьма условно, учитывая что в теории надо максимально увеличивать содержание волокна.
Но теория разобьется в пух и прах когда дело дойдет до намотки/пропитки/отверждения. Надо будет учиться, и делать это лучше всего на дешевом "стекле", уголь можно оставить на десерт.
Я говорю о плотности волокна. У стекла оно 2,5-2,6 г/куб см в зависимости от состава. У углеродный волокон 1,55( модуль 15 ГПа)-2,2( модуль 820 ГПа) г/см куб. Так что плотности совпадают весьма условно, учитывая что в теории надо максимально увеличивать содержание волокна.
Но теория разобьется в пух и прах когда дело дойдет до намотки/пропитки/отверждения. Надо будет учиться, и делать это лучше всего на дешевом "стекле", уголь можно оставить на десерт.


RLAN> Из стеклоткани все получится, для ручной намотки только так, разглаживая и растягивая при вращении можно получить приличный натяг.
Стеклотесьма подойдёт?
***
Доделал второй сундук.
***
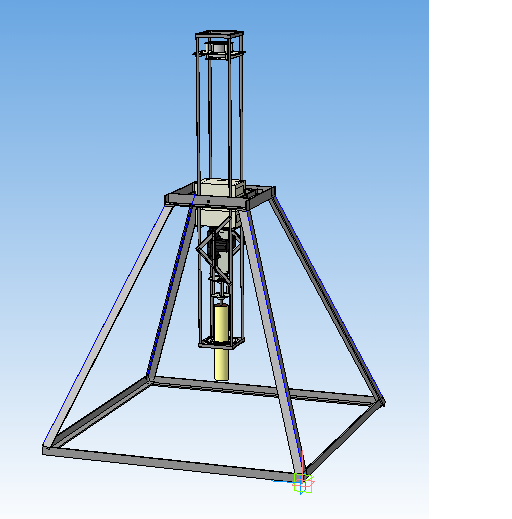
Сознавая важность темы ССР, решил всё же пока отставить тряпочки-верёвочки на "дозревание". Вот что получается со стендом комплексных огневых испытаний; первая прорисовка. Габариты трапеции диктовались размерами багажника моего авто. Предполагается, что основание трапеции будет опираться на четыре тензометрических датчика из банных (напольных) весов.
Прошу конструктивных идей по креплению наклонных элементов трапеции к кардану и рамке-основанию. А также по конструкции тензометрических опор.
Стеклотесьма подойдёт?
***
Доделал второй сундук.
***
Сознавая важность темы ССР, решил всё же пока отставить тряпочки-верёвочки на "дозревание". Вот что получается со стендом комплексных огневых испытаний; первая прорисовка. Габариты трапеции диктовались размерами багажника моего авто. Предполагается, что основание трапеции будет опираться на четыре тензометрических датчика из банных (напольных) весов.
Прошу конструктивных идей по креплению наклонных элементов трапеции к кардану и рамке-основанию. А также по конструкции тензометрических опор.
Прикреплённые файлы:
Non-conformist> Прошу конструктивных идей по креплению наклонных элементов трапеции к кардану и рамке-основанию. А также по конструкции тензометрических опор.
Не проще ли будет сделать наклонные элементы из полдюймовой трубы? В смысле крепления? Сварку использовать не хочу (поведёт, рихтовать).
Не проще ли будет сделать наклонные элементы из полдюймовой трубы? В смысле крепления? Сварку использовать не хочу (поведёт, рихтовать).
Yalex> Я говорю о плотности волокна. У стекла оно 2,5-2,6 г/куб см в зависимости от состава. У углеродный волокон 1,55( модуль 15 ГПа)-2,2( модуль 820 ГПа) г/см куб.
Понял, спасибо.
Понял, спасибо.
Non-conformist> Прошу конструктивных идей по креплению наклонных элементов трапеции к кардану и рамке-основанию. А также по конструкции тензометрических опор.
Что то мне непонятен смысл таких испытаний.
Что ты измерять хочешь?
Получишь ты какую-то болтанку ма 4х опорах - и что?
Просто подвесь эту конструкцию за высокую ветку и пригрузи в ЦТ больше тяги двигателя.
По видео все будет видно, снять только хорошо надо будет, и не из одной точки.
Что то мне непонятен смысл таких испытаний.
Что ты измерять хочешь?
Получишь ты какую-то болтанку ма 4х опорах - и что?
Просто подвесь эту конструкцию за высокую ветку и пригрузи в ЦТ больше тяги двигателя.
По видео все будет видно, снять только хорошо надо будет, и не из одной точки.

RLAN> Что то мне непонятен смысл таких испытаний.
RLAN> Что ты измерять хочешь?
Это, надо понимать, проверка работоспособности после пробной сборки.
Как представляется:
- двигатель должен работать,
- рулевая система во время работы должна рулить,
- система ориентации должна измерять ориентацию,
- система управления должна стабилизировать ориентацию (по вертикали).
Тензометрия по углам опорной рамы - действительно непонятно.
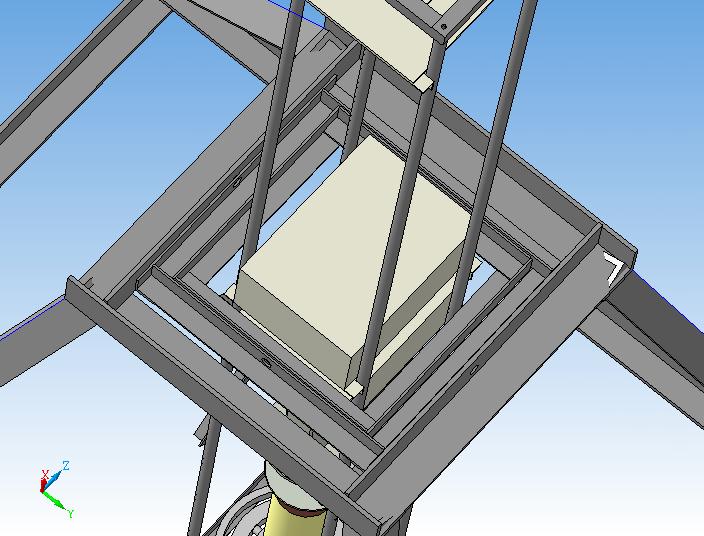
По креплению:
у кардана должна быть "карданная наружная рамка" - она неподвижна при любых эволюциях.
у опорной рамы верхняя "опорная рамка" должна быть с вертикальной и горизонтальной ориентацией полок (как нарисовано).
наклонные стойки (расплющенные водопроводные трубы с загнутыми просверленными концами) просто прижимаются болтами М8 снаружи к жесткой "опорной рамке".
размеры "опорной рамки" позволяют вложить в нее "карданную наружную рамку" и зафиксировать болтами/шпильками М6 через совмещаемые отверстия.
RLAN> Что ты измерять хочешь?
Это, надо понимать, проверка работоспособности после пробной сборки.
Как представляется:
- двигатель должен работать,
- рулевая система во время работы должна рулить,
- система ориентации должна измерять ориентацию,
- система управления должна стабилизировать ориентацию (по вертикали).
Тензометрия по углам опорной рамы - действительно непонятно.
По креплению:
у кардана должна быть "карданная наружная рамка" - она неподвижна при любых эволюциях.
у опорной рамы верхняя "опорная рамка" должна быть с вертикальной и горизонтальной ориентацией полок (как нарисовано).
наклонные стойки (расплющенные водопроводные трубы с загнутыми просверленными концами) просто прижимаются болтами М8 снаружи к жесткой "опорной рамке".
размеры "опорной рамки" позволяют вложить в нее "карданную наружную рамку" и зафиксировать болтами/шпильками М6 через совмещаемые отверстия.
Да, а нижнюю рамку у опорной рамы необязательно делать цельной. Два уголка ниже, а два выше - через заранее просверленные отверстия.
Для транспортабельности я бы всю эту пирамиду собирал на барашковых гайках и возил бы в футляре от чертежей, плюс верхняя рамка.
Для транспортабельности я бы всю эту пирамиду собирал на барашковых гайках и возил бы в футляре от чертежей, плюс верхняя рамка.
Да, подвесить за центр тяжести нужно(или чуть-чуть выше), но наружный кардан можно убрать.
Через центр имитатора ракеты вверх. Верхнее окно можно сделать побольше, насколько допустимы углы отклонения. И подвешивать не на веревке, а на резинке. Пригрузить.
При старте пойдет вверх, верхнее окно будет ограничителем наклона. После окончания тяги надо иметь запас по высоте, что бы об землю не ударилось.
Через центр имитатора ракеты вверх. Верхнее окно можно сделать побольше, насколько допустимы углы отклонения. И подвешивать не на веревке, а на резинке. Пригрузить.
При старте пойдет вверх, верхнее окно будет ограничителем наклона. После окончания тяги надо иметь запас по высоте, что бы об землю не ударилось.
Цель стендовых испытаний - провести комплексные (системы управления и двигателя) огневые стендовые испытания. По испытаниям системы управления Ckona всё правильно написал, однако я бы добавил конечную цель - подбор коэффициентов регулирования.
Тензометрия нужна затем, что во-первых у меня до сих пор нет тензометрического тягомерного стенда, и наконец появился повод устранить этот досадный недочёт. А во-вторых хотелось бы получить трёхмерную кривую траектории "полёта" пепелаца без отрыва от земли. Для этого нужны измерения времени, тяги, пространственного положения корпуса относительно горизонта и пространственного положения двигателя относительно корпуса.
"Болтанки на четырёх опорах" не ожидаю - тензометрические датчики будут соединены в мостовую схему (как в напольных весах), и на выходе моста будет имхо не болтанка, а вертикальная составляющая тяги. Обрабатывая вертикальную составляющую тяги с учётом наклона КС относительно горизонта, можно получить стандартный профиль тяги двигателя, что имхо не будет лишним. Обрабатывая вертикальную составляющую тяги с учётом наклона КС относительно корпуса, имхо можно вычислить пространственное положение пепелаца в каждой точке его траектории, и таким образом построить трёхмерную виртуальную траекторию полёта без отрыва от земли.
Кардан стенда будет состоять из трёх рамок (ниже привожу модель). Ко внутренней рамке будет крепиться пепелац в плоскости ЦТ, наружная рамка будет жёстко соединена с рамой стенда.
зы: Подвешивать где-то пепелац (кроме как в кардане, в плоскости ЦТ) - на резинках, на верёвках, на деревьях - я не собираюсь; эту тему можно закрыть.
Тензометрия нужна затем, что во-первых у меня до сих пор нет тензометрического тягомерного стенда, и наконец появился повод устранить этот досадный недочёт. А во-вторых хотелось бы получить трёхмерную кривую траектории "полёта" пепелаца без отрыва от земли. Для этого нужны измерения времени, тяги, пространственного положения корпуса относительно горизонта и пространственного положения двигателя относительно корпуса.
"Болтанки на четырёх опорах" не ожидаю - тензометрические датчики будут соединены в мостовую схему (как в напольных весах), и на выходе моста будет имхо не болтанка, а вертикальная составляющая тяги. Обрабатывая вертикальную составляющую тяги с учётом наклона КС относительно горизонта, можно получить стандартный профиль тяги двигателя, что имхо не будет лишним. Обрабатывая вертикальную составляющую тяги с учётом наклона КС относительно корпуса, имхо можно вычислить пространственное положение пепелаца в каждой точке его траектории, и таким образом построить трёхмерную виртуальную траекторию полёта без отрыва от земли.
Кардан стенда будет состоять из трёх рамок (ниже привожу модель). Ко внутренней рамке будет крепиться пепелац в плоскости ЦТ, наружная рамка будет жёстко соединена с рамой стенда.
зы: Подвешивать где-то пепелац (кроме как в кардане, в плоскости ЦТ) - на резинках, на верёвках, на деревьях - я не собираюсь; эту тему можно закрыть.
Прикреплённые файлы:
Non-conformist> зы: Подвешивать где-то пепелац (кроме как в кардане, в плоскости ЦТ) - на резинках, на верёвках, на деревьях - я не собираюсь; эту тему можно закрыть.
Да я тебя и не агитирую это сделать. просто я бы сделал так.
Боюсь, все же, что ты недооцениваешь неопределенность, которую получишь при подобных испытаниях.
Да я тебя и не агитирую это сделать. просто я бы сделал так.
Боюсь, все же, что ты недооцениваешь неопределенность, которую получишь при подобных испытаниях.
В место внешнего кардана для небольших углов отклонения можно использовать четыре веревки крестом подобным образом делают отладку квадрокоптеров.

RLAN> Боюсь, все же, что ты недооцениваешь неопределенность, которую получишь при подобных испытаниях.
А с верёвочками всё будет однозначно и достоверно? Если неопределённость и получится, то она будет видна невооружённым глазом, т.е. бояться её не имеет смысла.
Да, и в любом случае останется тягомерный стенд, гы-гы.
А с верёвочками всё будет однозначно и достоверно? Если неопределённость и получится, то она будет видна невооружённым глазом, т.е. бояться её не имеет смысла.
Да, и в любом случае останется тягомерный стенд, гы-гы.
Ckona> ... расплющенные водопроводные трубы с загнутыми просверленными концами просто прижимаются болтами М8 снаружи к жесткой "опорной рамке".
Думал такой вариант, но уж больно жестоко... Хотя, наверное, так и будет.
Ckona> размеры "опорной рамки" позволяют вложить в нее "карданную наружную рамку" и зафиксировать болтами/шпильками М6 через совмещаемые отверстия.
Имхо лишнее. Наружная карданная рамка (неподвижная) планируется из двадцать-какого-то чёрного уголка. Она и будет "опорной рамкой".
Думал такой вариант, но уж больно жестоко... Хотя, наверное, так и будет.
Ckona> размеры "опорной рамки" позволяют вложить в нее "карданную наружную рамку" и зафиксировать болтами/шпильками М6 через совмещаемые отверстия.
Имхо лишнее. Наружная карданная рамка (неподвижная) планируется из двадцать-какого-то чёрного уголка. Она и будет "опорной рамкой".
Voldemar, какие будут предложения насчёт места проведения испытаний? Где ты прожигаешь свои моторы?
Non-conformist> Где ты прожигаешь свои моторы?
В основном здесь.
Дальше есть шикарное поле.
Аэродром пустой, хорошая площадка") , но проехать с этой стороны осенью/зимой, может быть проблематично.
, но проехать с этой стороны осенью/зимой, может быть проблематично.
***
Тензодатчики нужно "отрывать от земли", дабы выхлопом двигателя расползающегося во все стороны не задувало.
Если тензодатчики считывать отдельно, будет хорошо видно изменяющиеся нагрузки, т.е. будет видно как работает УВТ.
В основном здесь.
Дальше есть шикарное поле.
Аэродром пустой, хорошая площадка
, но проехать с этой стороны осенью/зимой, может быть проблематично.***
Тензодатчики нужно "отрывать от земли", дабы выхлопом двигателя расползающегося во все стороны не задувало.
Если тензодатчики считывать отдельно, будет хорошо видно изменяющиеся нагрузки, т.е. будет видно как работает УВТ.
Картинка не приклеилась.
Прикреплённые файлы:

Занёс в нафигатор. Совсем рядом с отчим домом, однако! Было бы ещё ближе, но если ехать по жёлтому (по Гуглю - дороги с покрытием?), то приходится делать крюк до двух километров к северо-западу и обратно - объезжать "Эпицентр".
Voldemar> Тензодатчики нужно "отрывать от земли" ...
Четыре силикатных кирпича. Можно стоймя, до половины в землю вбить/врыть. И датчики приподнимутся, и плоская жёсткая площадка получится. Хорошо бы ещё, конечно, регулировку ножек по высоте предусмотреть, как в правильной мебели делается - чтобы кирпичами-прокладками вертикальные люфты не регулировать (весьма стрёмно). Понятно, что болтами М8 по углам рамы вместо ножек. Но пока непонятно, как туда тензодатчики втулить. Буду думать.
Рама получается под десять кило, т.е. пригружать уже ничем не нужно.
Voldemar> Тензодатчики нужно "отрывать от земли" ...
Четыре силикатных кирпича. Можно стоймя, до половины в землю вбить/врыть. И датчики приподнимутся, и плоская жёсткая площадка получится. Хорошо бы ещё, конечно, регулировку ножек по высоте предусмотреть, как в правильной мебели делается - чтобы кирпичами-прокладками вертикальные люфты не регулировать (весьма стрёмно). Понятно, что болтами М8 по углам рамы вместо ножек. Но пока непонятно, как туда тензодатчики втулить. Буду думать.
Рама получается под десять кило, т.е. пригружать уже ничем не нужно.
Non-conformist> по Гуглю - дороги с покрытием?
Да.
Да.
Voldemar> ... будет видно как работает УВТ.
УВТ будет виден и без тензодатчиков (если он будет, гы-гы); а сигналы - да, можно оцифровывать индивидуально и обрабатывать в МК, такое вроде предлагалось.
Non-conformist> Но пока непонятно, как туда тензодатчики втулить. Буду думать.
Посмотрел сейчас на фото Сашиного стенда - да просто положить четыре датчика на кирпичи, а в них упереть четыре болта-ножки рамы. И вообще ничего не надо изобретать...
УВТ будет виден и без тензодатчиков (если он будет, гы-гы); а сигналы - да, можно оцифровывать индивидуально и обрабатывать в МК, такое вроде предлагалось.
Non-conformist> Но пока непонятно, как туда тензодатчики втулить. Буду думать.
Посмотрел сейчас на фото Сашиного стенда - да просто положить четыре датчика на кирпичи, а в них упереть четыре болта-ножки рамы. И вообще ничего не надо изобретать...
Non-conformist> - да просто положить четыре датчика на кирпичи, а в них упереть четыре болта-ножки рамы.
Не-е, нужно как-то фиксировать от смещения.
Система "глюкнет", уведёт двигатель в крайнее положение, с кирпичиков и соскочит.
У меня есть строительный пистолет, тот который "гвозди" в бетон забивает, два уголка к взлётке пристрелить, быстро, надёжно и практично.
Но будем там, как вошь на гребешке.
***
Рамка из уголков/труб с приваренными "ногами", забиваемые/погружаемые в грунт. На углах датчики и ограничители.
Не-е, нужно как-то фиксировать от смещения.
Система "глюкнет", уведёт двигатель в крайнее положение, с кирпичиков и соскочит.
У меня есть строительный пистолет, тот который "гвозди" в бетон забивает, два уголка к взлётке пристрелить, быстро, надёжно и практично.
Но будем там, как вошь на гребешке.
***
Рамка из уголков/труб с приваренными "ногами", забиваемые/погружаемые в грунт. На углах датчики и ограничители.
Поначалу пепелац будет ограничен в угловых перемещениях верёвочками (резинками), с одной стороны привязанными к нижней рамке пепелаца, а с другой - к раме основания стенда. Т.е. угол отклонения можно задать например по двадцать градусов от вертикали. Тяга 4,5 кгс; горизонтальная (сдвигающая) составляющая при таком угле наклона ВТ получается 1,54 кгс. Если такое усилие и сможет сдвинуть с места конструкцию общей массой около 12 кг, то этот эффект можно будет побороть куда менее радикальными средствами, чем твой дюбелестрел. ))
зы: А сварки у тебя нет?
ззы: До какого диаметра разгарается критика?
зы: А сварки у тебя нет?
ззы: До какого диаметра разгарается критика?
Да, там получается ещё меньше горизонтальная составляющая: представь КС, вышедшую в пепелаце на упор. Теперь представь пепелац (рисовать лень), разворачивающийся в кардане под действием этого перекошенного мотора. Что получается - чем дальше пепелац разворачивается в кардане, тем ближе к вертикальному положению оказывается ВТ относительно вертикали стенда. Представил? Горизонтальной составляющей там вообще копейки получаются. Если вообще получаются. Скорее всего в крайней точке положения пепелаца в кардане стенда, положение КС относительно стенда будет либо вертикальным, либо вообще немного развёрнутым в "отрицательный" угол.
Non-conformist> чем дальше пепелац разворачивается в кардане, тем ближе к вертикальному положению оказывается ВТ относительно вертикали стенда.
Накопится кинетическая энергия. При быстрой остановке карданного вращения получится динамический рывок.
Но это от меня в твой огород малый камешек.
Как ты планируешь подбирать коэффициенты в обратной связи, если имеется один-два двигателя ?
Накопится кинетическая энергия. При быстрой остановке карданного вращения получится динамический рывок.
Но это от меня в твой огород малый камешек.
Как ты планируешь подбирать коэффициенты в обратной связи, если имеется один-два двигателя ?
Copyright © Balancer 1997..2019
Создано 04.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 04.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
